Why vacuum systems are indispensable in modern industrial processes
Vacuum systems have become indispensable in many industrial and technical applications. Whether it’s a laboratory that works with sensitive medical equipment, a water treatment plant that wants to degas efficiently, or a food company that wants to vacuumize packaging: reliable vacuum technology is essential. But what makes a good vacuum system really good? And why are more and more companies opting for customized solutions?
At DOVAC, we have been building industrial vacuum systems beyond standard solutions for many years. We combine in-depth technical knowledge with a wide range of vacuum pumps and smart control systems. The result? Durable, efficient and reliable vacuum solutions that truly meet the specific needs of our customers.
What exactly is a vacuum system? Definition and components
A vacuum system is a complete composite solution consisting of multiple vacuum pumps, possible buffer vessels, valves, sensors, piping and a control system. The core is always the vacuum pump(s), but the complete system is carefully tailored to the specific requirements of your process.
At DOVAC, we build these systems completely to order. Our vacuum systems are designed for optimal performance, maximum reliability and minimal maintenance. Examples include:
- Central vacuum setups with multiple pumps for continuity.
- Redundant systems for guaranteed 24/7 operational reliability.
- Compact units with integrated PLC control for smart control.
- Energy-optimized configurations with frequency-controlled motors for lower operating costs.
- Mobile vacuum carts for maintenance purposes or flexible deployment on site.
Standard and custom vacuum systems: flexibility for every application
DOVAC supplies both standard vacuum systems (e.g. for medical applications or smaller production lines) and fully customer specific systems for larger and complex industrial processes. Our strength lies in proactive thinking and finding the perfect balance between desired performance, necessary maintenance needs and available budget.
Every vacuum system we develop and build is carefully tailored to address critical questions such as:
- How deep should the vacuum be (end vacuum)?
- Is the vacuum continuous or pulsed required for the process?
- What media come into contact with the pump (e.g., air, moisture, vapors, chemicals)?
- How many users or off-take points are connected to the system?
- Is noise reduction an important factor in the work environment?
- Is a closed or an open system required for the application?
Based on these specifications, we deliver systems that integrate seamlessly into existing processes or, conversely, create the space for future scaling and process optimization.
The right pump technology: the heart of your vacuum system
The pump technology chosen is the backbone of any efficient vacuum system. Thanks to our wide range of available vacuum pumps, we can provide each system with the most appropriate pump(s) for the specific application:
Oil-lubricated vacuum pumps: powerful and reliable for deep vacuum
These pumps offer high final pressure and are well suited for applications where a deep and stable vacuum is crucial. They are frequently used in packaging lines, medical systems and various laboratory applications. Thanks to our large stock and years of experience with DVP pumps, among others, we are the specialist in this category.
Key features:
- Realize very low end pressures (down to 0.1 mbar).
- Deliver stable performance even under continuous load.
- Have a long service life with regular and proper maintenance.
- Are equipped with efficient cooling and noise reduction measures.
Application example: In the food industry, an oil-lubricated rotary vane pump is often used for vacuum packaging of cheese or meat products. This requires a powerful and stable vacuum, without fluctuations in pressure or flow rate, to ensure product quality.
Dry vacuum pumps: clean, quiet and low maintenance
These pumps operate oil and non-contact and are widely used in applications where hygiene, product purity or low maintenance costs are priorities. Think laboratories, the pharmaceutical industry or semiconductor production.
Advantages of dry vacuum pumps:
- No oil consumption, so no risk of oil contamination of product or environment.
- Significantly lower maintenance costs due to fewer wear parts.
- Ideal for clean production environments and clean rooms.
- Compact design and relatively quiet operation.
Application example: In medical device production, it is essential that no oil vapor enters the process. A dry claw pump or screw pump offers a solution here thanks to its clean, dry operation.
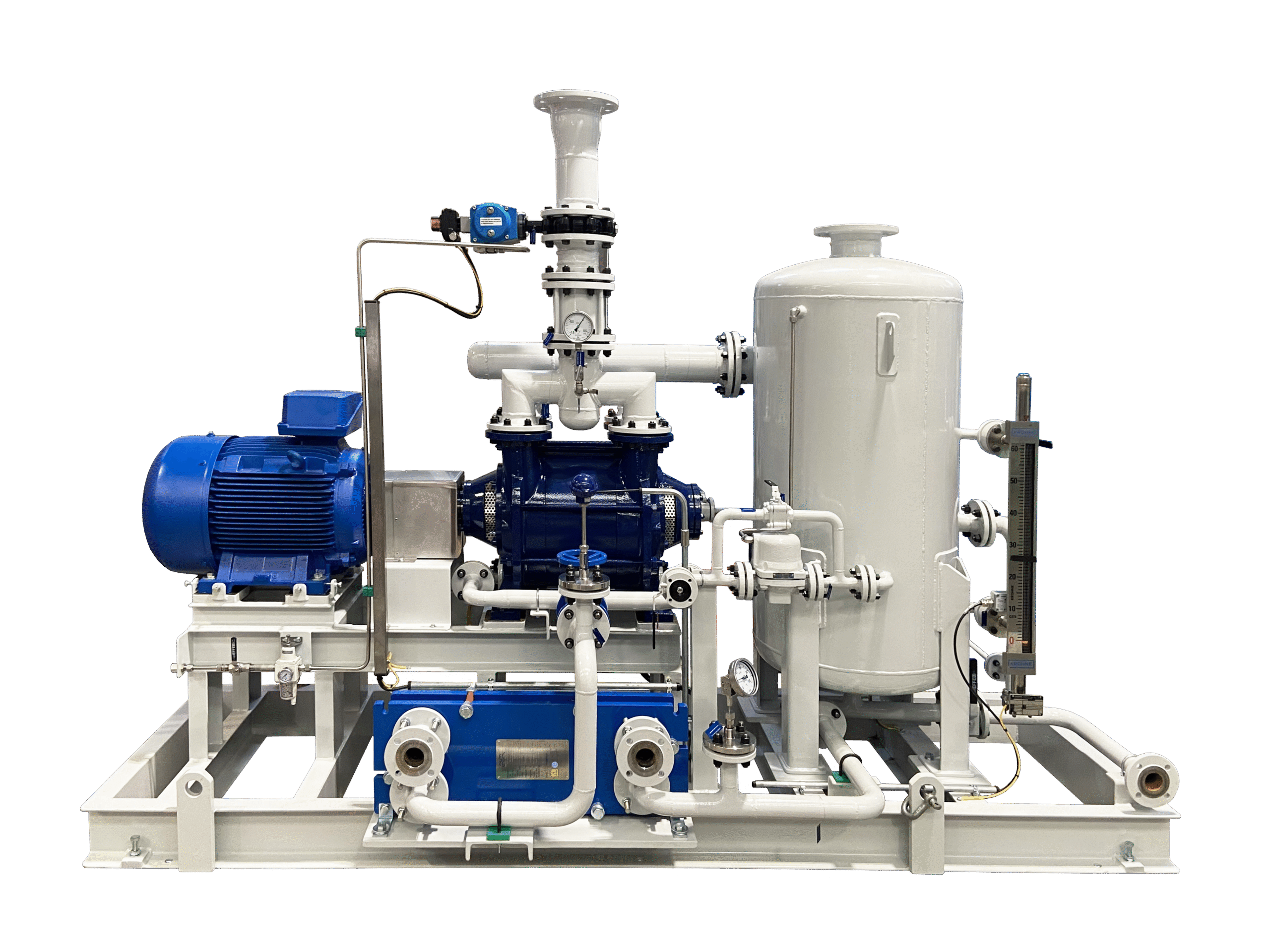
Liquid ring pumps: robust solution for tough conditions
For wet, contaminated or potentially explosive environments, liquid ring pumps are a safe and extremely robust choice. They can withstand aggressive vapors, solids and temperatures that would cause problems with other pump technologies.
Characteristics:
- Very robust design and therefore low maintenance.
- Ideally suited for pumping wet or corrosive gases.
- Easily startable and naturally self-priming.
- Well controllable for various process conditions.
Application example: In wastewater treatment plants (WWTPs), liquid ring pumps are often used for vacuum degassing wastewater or extracting vapors from digester reactors, where reliability under harsh conditions counts.
Each pump technology has its specific advantages. It is our expertise to integrate the optimal pump technology into the system for each customer for maximum efficiency and reliability.
Smart control with PLC: optimal control, safety and efficiency
A powerful vacuum system is only truly complete with a reliable and intelligent PLC control system. This allows the pumps to be intelligently controlled based on current demand, set pressure levels or pre-programmed time schedules. Depending on the customer’s wishes and requirements, we build:
- Simple control cabinets with relay control for basic functionality.
- Advanced Siemens or Schneider PLC systems for complex control and integration.
- User-friendly touchscreens for local control and visualization.
- Remote monitoring capabilities via Ethernet or mobile network for remote monitoring.
- Comprehensive data logging and alarm notifications for process analysis and rapid intervention.
Thanks to these advanced controllers, users can monitor their vacuum system in real time, proactively save energy and respond quickly and adequately to any malfunctions. We build these control cabinets completely in our own workshop, complete with all necessary EPLAN documentation, schematics and the CE mark.
The right vacuum solution for every sector: wide applicability
Our customized vacuum systems are successfully used in a wide variety of industries. A small selection of application areas:
Medical sector
Hospitals and clinics use central vacuum systems for critical applications in operating rooms, dental practices and in ICU wards. Here, absolute reliability, low-noise operation and continuous availability are vital.
Water Treatment
For processes such as dissolved gas removal (degassing), sludge dewatering or vacuum toilets at treatment plants, we supply powerful and robust vacuum units. These systems are resistant to moisture, dirt and designed for continuous operation. Municipal wastewater treatment plants (WWTP) use vacuum systems, for example, to prevent gas formation in pipes, or for extracting vapors at aeration basins.
Food Industry
From vacuuming packaging for longer shelf life to pneumatically conveying powders or granules: hygiene (HACCP), energy efficiency and reliability are at the heart of our work. Our systems are adapted to the strict requirements of the food industry and are easy to clean.
Other industrial sectors
Our vacuum systems are also frequently and successfully used in the automotive industry, electronics manufacturing, chemical industry, agriculture and plastics processing. For each industry and specific application, we engineer and realize a solution that perfectly fits the process environment and requirements.
Why choose DOVAC? Your expert in vacuum technology
At DOVAC, it’s all about in-depth knowledge, high quality and unconditional customer focus. We have been an established name in the world of vacuum and blower technology for many years and know better than anyone how crucial a reliable and efficient vacuum system is to your operations. Our customers value us for:
- Personal contact and expert technical advice: We think with you.
- Customized solutions: Locally engineered and built in our own workshop.
- Fast delivery times: Thanks to a large stock of components and short lines of communication.
- High quality vacuum pumps and parts: We work only with A-brands.
- Comprehensive technical support: Before, during and after installation of your system.
Whether it’s a single pump, a complete new vacuum system including controls, or an upgrade of an existing system – we provide reliable customized vacuum technology designed for your success.
Ready for a more efficient and reliable vacuum system?
Are you looking for a powerful, durable and energy-efficient vacuum system for your specific application? Or would you like to modernize your existing installation with a smart PLC control or a more energy-efficient pump configuration?
Then contact us today with no obligation. Our specialists will be happy to discuss the possibilities with you and create a detailed proposal that perfectly matches your needs and process requirements.


